Un petit 400 mm/s vous laisse rêveur parce que la vitesse d’impression c’est quelque chose d’important pour vous ? L'imprimante qu’on va voir devrait vraiment vous intéresser. Salut tout le monde, c’est KaminoKGY et aujourd’hui on va tester la Flsun V400. C’est une imprimante Delta qui imprime très très vite et qu’on va évidemment comparer de temps en temps à la Flsun Super Racer pour voir qu’est-ce qui a changé.
Unboxing
Dans le carton, on trouve la nomenclature de la machine, la documentation de montage et réglage, les caches qui se mettent sur le haut de la machine, le câble d’alimentation, le support de bobine, le sachet avec vis, outils et pièces de rechange, les tiges en Carbon pour monter le hotend, les montants qui sont vraiment massifs, avec système de rails intégré et monteurs prémontés. En dessous, on trouve une bobine de filament, on a l’écran tactile ou plus précisément la tablette, le support avec le détecteur de fin de filament, le support pour la tablette, le système de mise à niveau automatique du plateau, le hotend direct drive préassemblé, on peut tout de suite voir qu’il est compact et les bandes des LEDs sur le dessous. Ensuite, on a la structure qui se met sur le haut de la machine. En effet, c’est la base qui intègre le bloc d’alimentation, avec un plateau magnétique flexible PEI texturé.
Montage
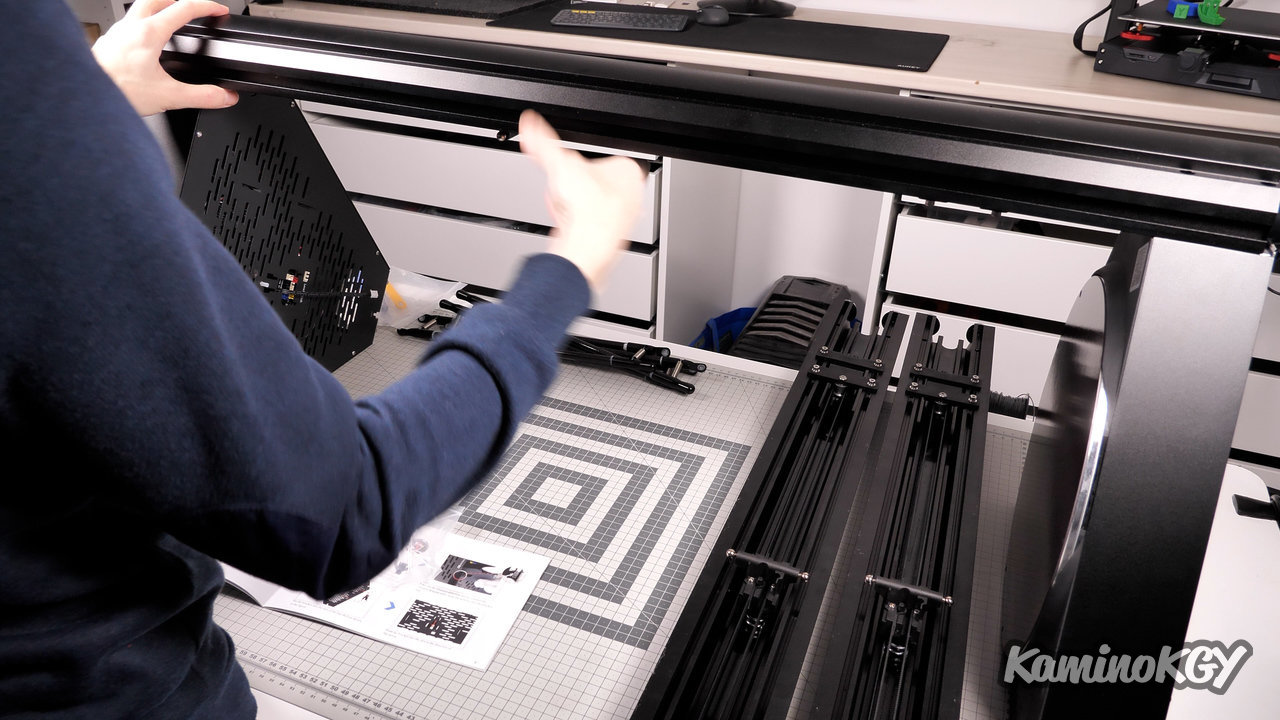


Concernant le montage, c’est simple, on relie les moteurs à la base des montants qu’on place sur les extrémités hautes et basses, on vis et on fait ça 3 fois, pour chacun des montants. On glisse le câble pour relier la tablette dans un des montants. On place les tiges pour monter le hotend direct drive en tirant simplement de chaque côté. On raccorde l’ensemble des câbles du hotend sur le haut de la machine, pas besoin de chercher, il suffit de suivre le code couleur. On raccorde le détecteur de fin de filament, qu’on glisse en place. On finit par mettre le support de bobine et les plaques pour fermer en haut. Et on peut commencer à utiliser la machine.
Caractéristiques
Concernant les caractéristiques, on a un volume d’impression, on a une base de 300 mm de diamètre, contre 260 pour la Super Racer et une hauteur de 410 mm, contre 330 mm.
Et avec les dimensions, on a une structure d’imprimante encore plus impressionnante que sur la Super Racer. Les 3 montants sont vraiment costauds. et on sent tout de suite que la machine est vraiment stable.
Là on a la V400 et là, la Super Racer, et là, on peut déjà voir une sacré différence de gabarit, surtout en hauteur.


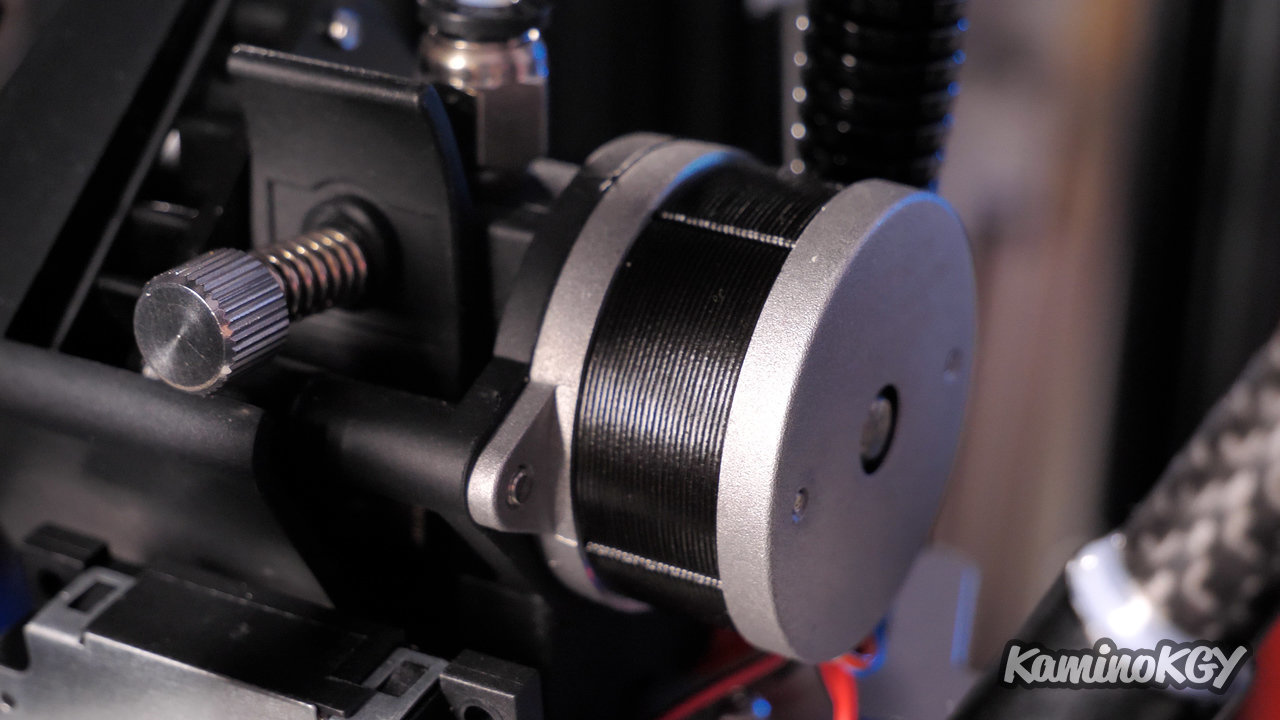
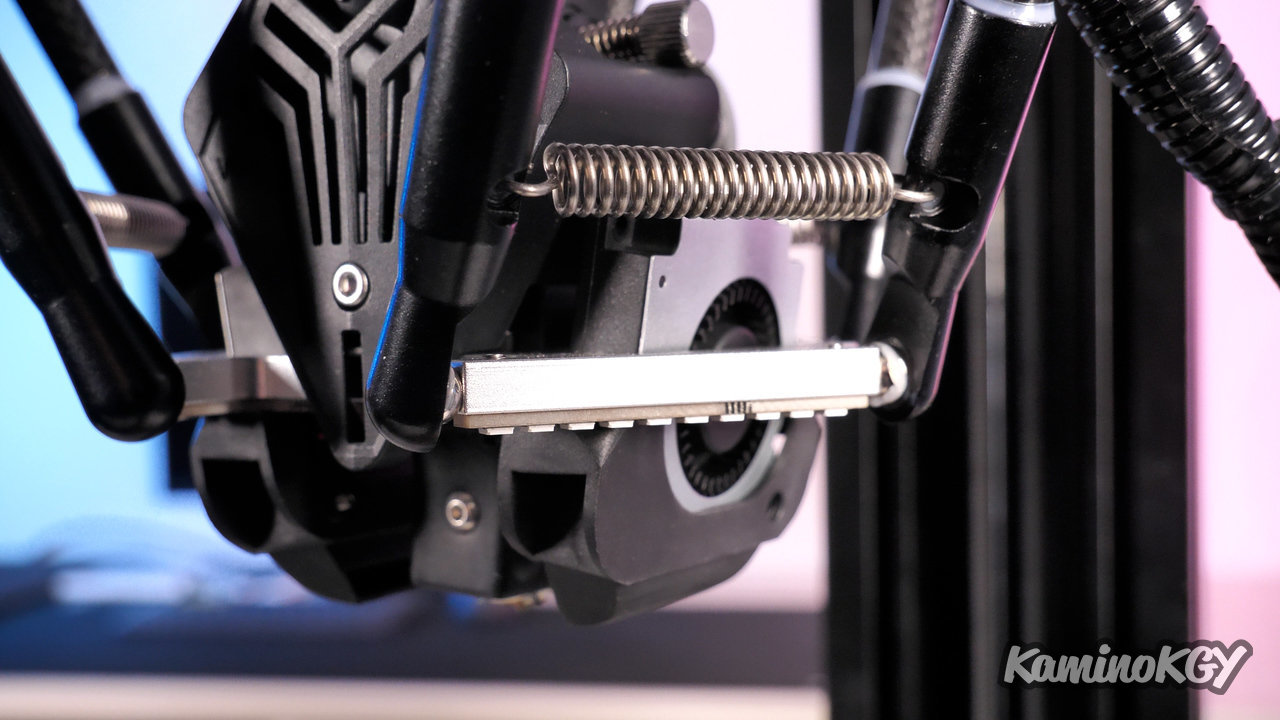
On a enfin de série un plateau PEI magnétique flexible, contre le plateau en verre avec revêtement de type ultrabase. On garde un hotend de type Volcano mais on passe d’un système de type bowden sur la SR à un Direct Drive sur la V400 et ça c’est vraiment apprécié surtout avec l’augmentation de la vitesse d’impression, le Direct Drive étant évidemment plus lourd. Mais on peut voir qu’ils ont quand même optés pour un moteur de pour extrudeurs de type Orbiter, ce qui devrait limiter l’impact au maximum. Il faudra voir les impressions de test pour voir si on observe des vibrations ou non. Et petit plus, on trouvera un éclairage LED sous le module du hotend pour mieux voir ce qui se passe en dessous. Et c’est toujours un petit plus appréciable.

Le diamètre des tiges en carbone a augmenté de la SR à la V400, ça amènera plus de stabilité au tout.

Alors le très gros changement par rapport à la Super Racer, c’est le passage sur Klipper d’origine sur la machine, ce qui va permettre d’aller plus vite en réglant les bons paramètres. Et ce qui est bien, c’est que le profil de la V400 évidemment déjà configuré, donc on pourra profiter de la machine directement, sans avoir à bidouiller Klipper, ce qui est bien sûr le gros atout par rapport à ceux qui voudrait le faire sur le Super Racer, mais vous l’aurez compris un surcoût non négligeable.


Et avec Klipper on passe sur un très bel écran tactile IPS de 7 pouces avec 3 ports USB pour pouvoir déjà connecter la machine et insérer une clé USB et un lecteur de carte microSD sur le dessus pour charger des fichiers en mode hors-ligne ou passer par la connexion Wifi.
L’écran qui est réellement une tablette tactile avec un processeur 4 cœurs de 1,6Ghz, 1Go de RAM et 16Go de stockage.
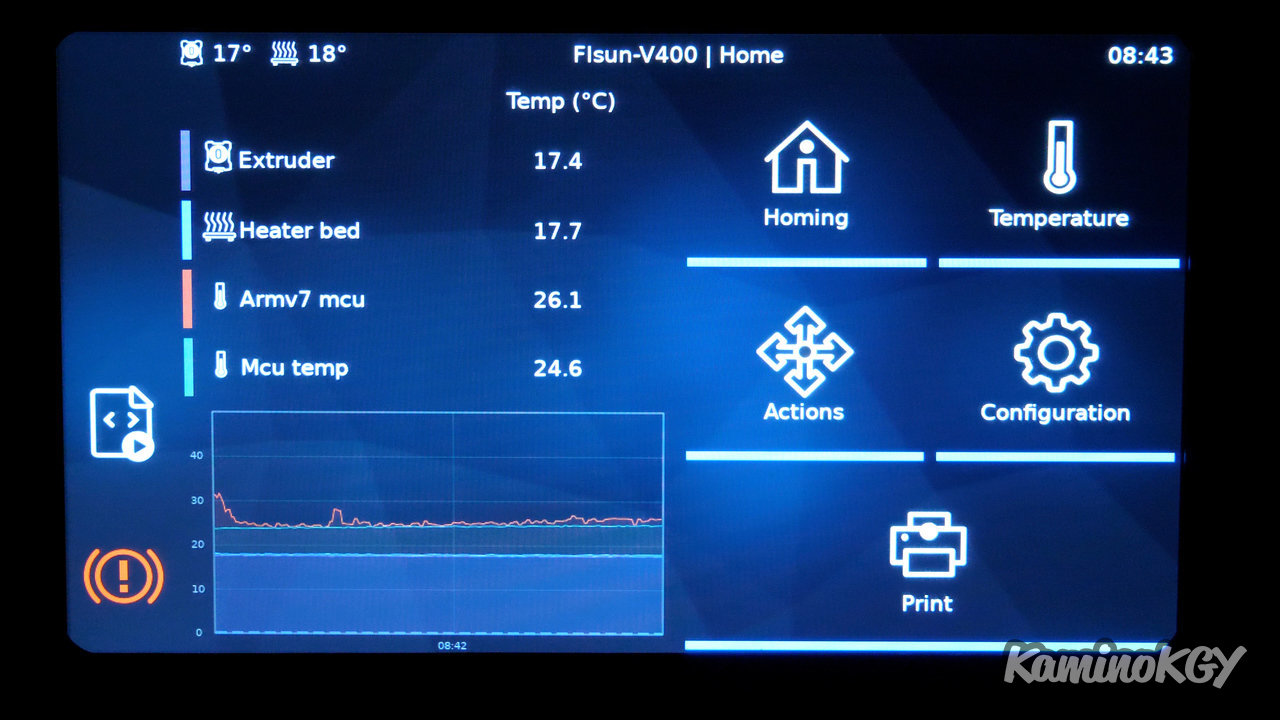
On peut d’ailleurs en profiter pour faire le tour des menus présents sur l’écran. Déjà sur l’écran on peu voir les températures de l’extrudeur, du plateau et carte mère avec le graphique qui se met à jour. On a le menu pour faire le autohome, le menu pour gérer la température par élément, avec des paramètres préconfigurés pour aller plus vite. Le menu action permet de gérer les axes et les déplacer suivant la valeur souhaitée. On peut gérer l’extrusion, d’ailleurs, je passe par là pour charger et décharger le filament, parce qu’à la main c’est souvent trop dur. Le menu fan permet de contrôler la vitesse des ventilateurs avec un slider. On a les macros pour allumer ou éteindre les LEDs et le logo. On peut désactiver les moteurs. La console permet de taper directement des commandes, surtout avec le grand clavier. Avec light on peut gérer également les LEDs. Dans le menu configuration, on a la gestion de la mise à niveau du plateau, le réglage des valeurs limites de vitesses et accélérations de la machine, la configuration du Input Shaper, Système et Paramètres de gestion de l’interface. Enfin dans print, on retrouve les périphériques connectés, avec la clé USB, où on a les modèles qui sont présents et qu’on peut imprimer. Une fois l’impression démarré, on a toutes les informations et on peut régler pas mal de paramètres en cours d’impression donc, c’est vraiment pratique.
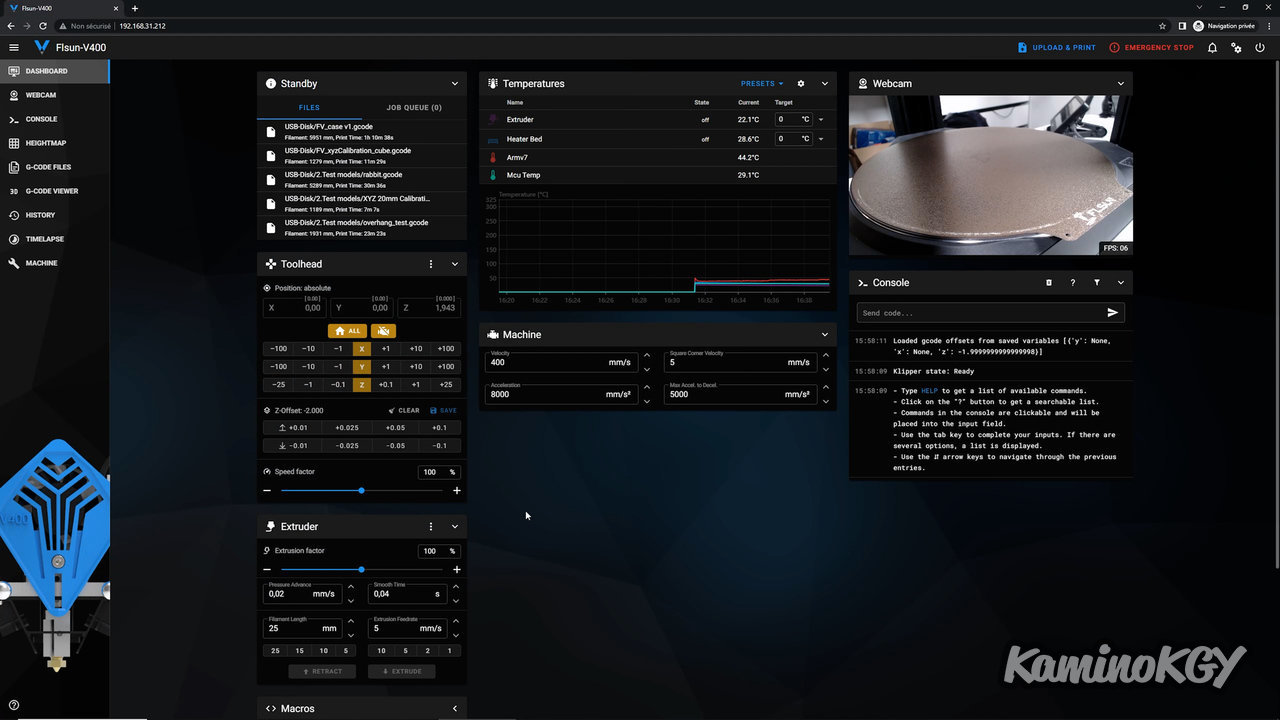
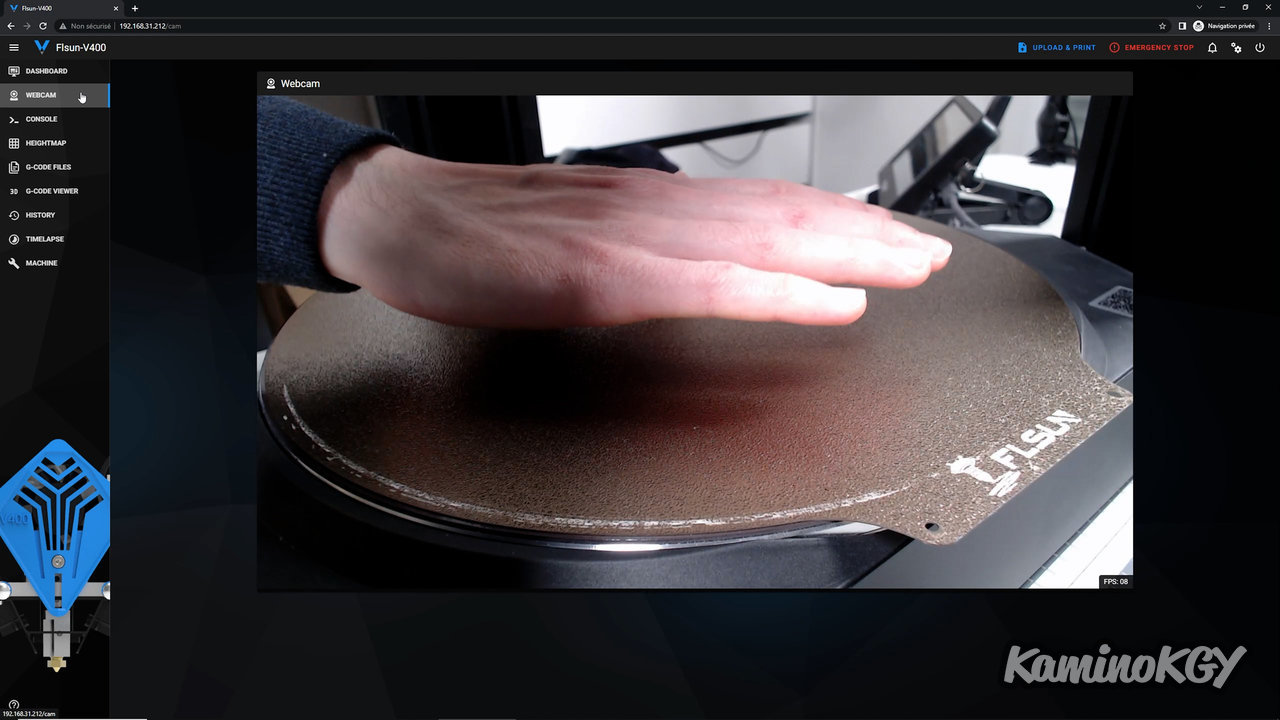
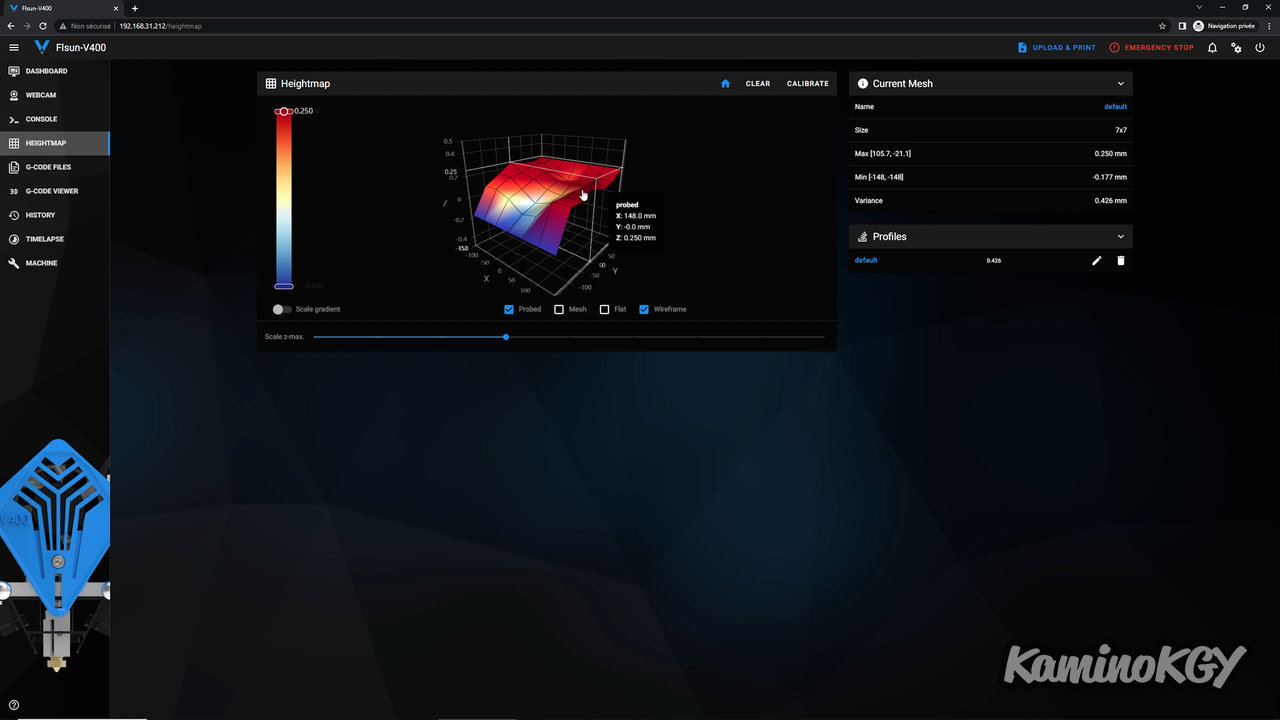
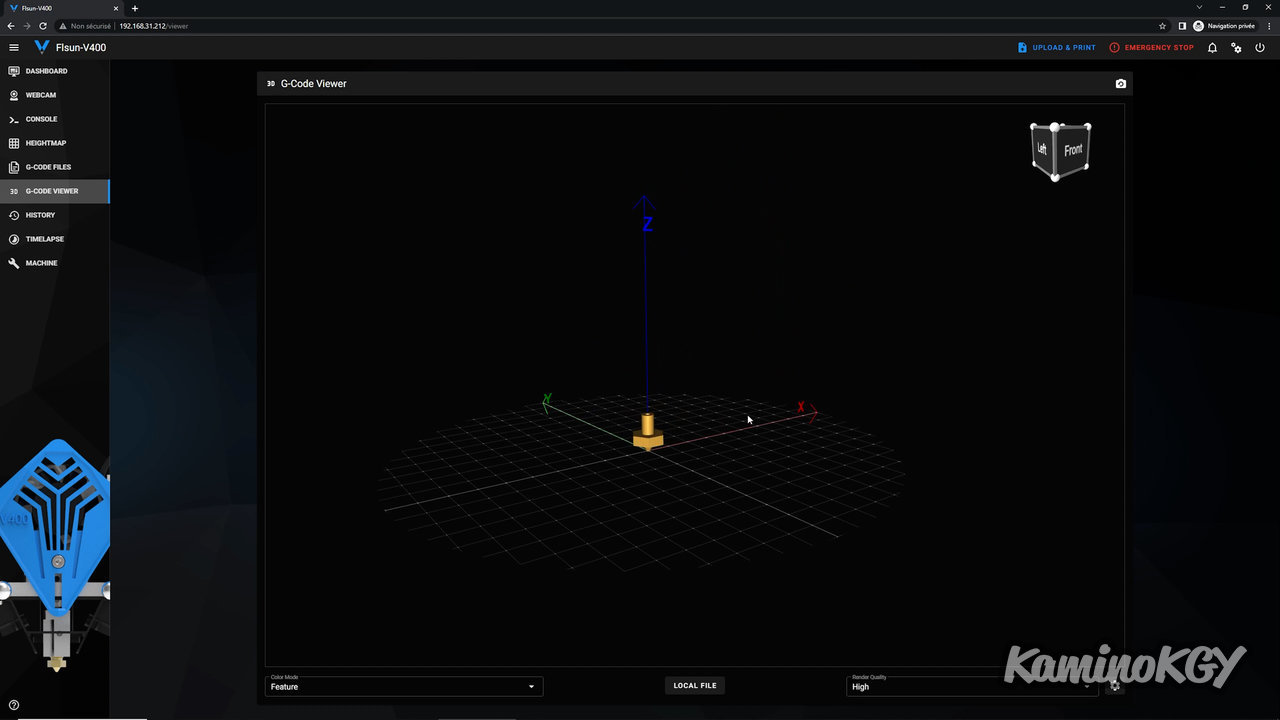
Quand vous configurez le wifi, vous pourrez lire l’adresse IP de la machine qu’il suffit de saisir sur un navigateur pour y accéder. Et justement sur l’interface Web a cette vue, avec la liste des fichiers qui sont visibles sur la clé USB raccordée sur l’écran, avec la liste des tâches. Ensuite, la gestion du hotend avec le autohome d’un des montants ou l’ensemble des axes. Les températures de l’extrudeur, plateau et cartes mère, avec le graphique en dessous. En dessous, c’est les limites de la machine, avec la vitesse max, pour les angles, l’accélération et décélération. Le paramètres de pourcentage de la vitesse est juste à gauche, l’ensemble des réglages de l’extrusion. On a des macros prédéfinies pour la machine pour allumer les LEDs, qu’on retrouve aussi sur l’encart juste en dessous, avec la vitesses des ventilateurs, ou l’activation du détecteur de fin de filament. Sur la droite, c’est la webcam branchée en USB qu’on peut voir avec le nombre de FPS. La console permet de passer facilement des commandes. Sinon on peut charger des fichiers directement via le bouton en haut à droite. On peut voir la Webcam en grand, à noter que c’est une Logitech StreamCam avec 60fps max qui est raccordée. On a une vue avec la console en grand, la carte de la mise à niveau du plateau, à priori, il serait un peu penché d’un côté. On a liste des fichiers présents sur la clé USB et sous dossier, c’est vraiment plus lisible que sur un petit écran. Il y a un viewer de gcode, l’historique de ce qu’on a imprimé avec les temps d’impression et quantité de filament utilisé, un dossier spécifique pour les Timelapses et enfin des fichiers de configuration de Klipper. L’interface graphique est vraiment agréable à utiliser.
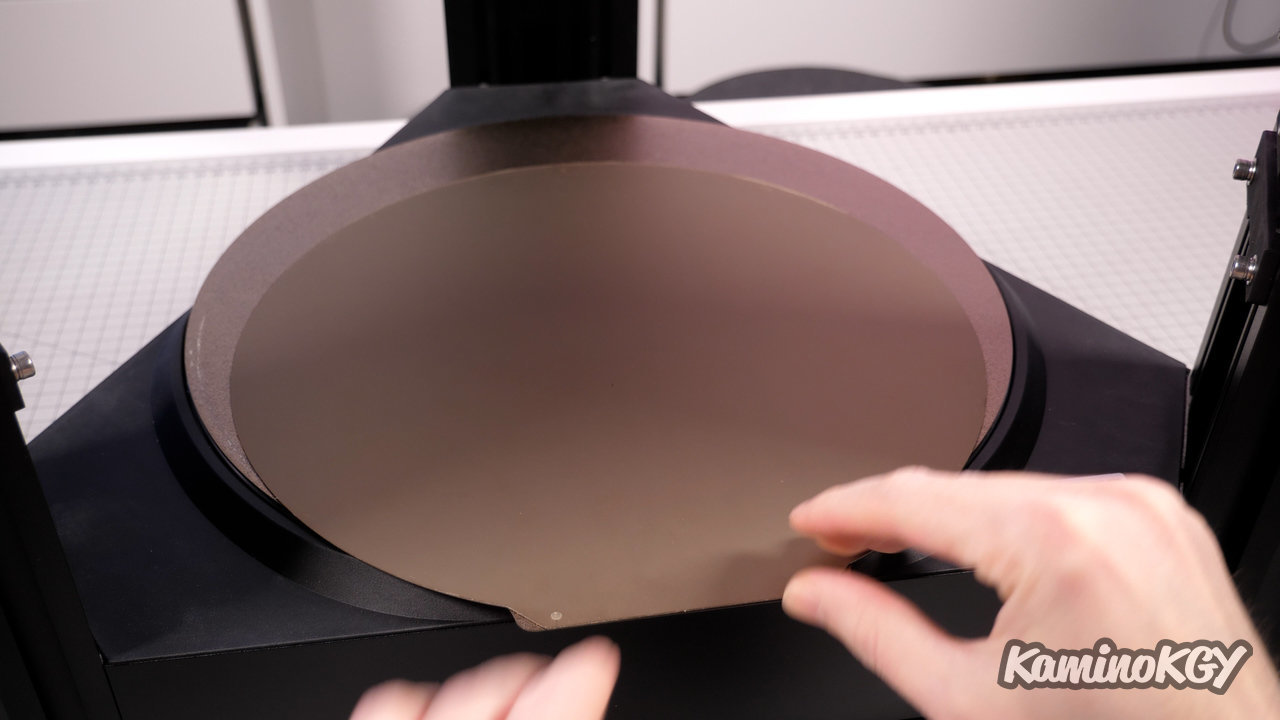
La mise à niveau du plateau est similaire à celle de la Super Racer avec un adaptateur qu’on raccorde en haut, on le colle magnétiquement et on suit les étapes de mise à niveau sur l’écran. Et il n’y vraiment pas besoin de rapprocher la buse du plateau parce que ça adhère vraiment beaucoup. On peut voir que j’ai du reste de filament sur le plateau resté des premières impressions, avant que je ne remonte la buse. Le plateau n’est pas abîmé, ce ne sont que des traces de filament collé qui part facilement.
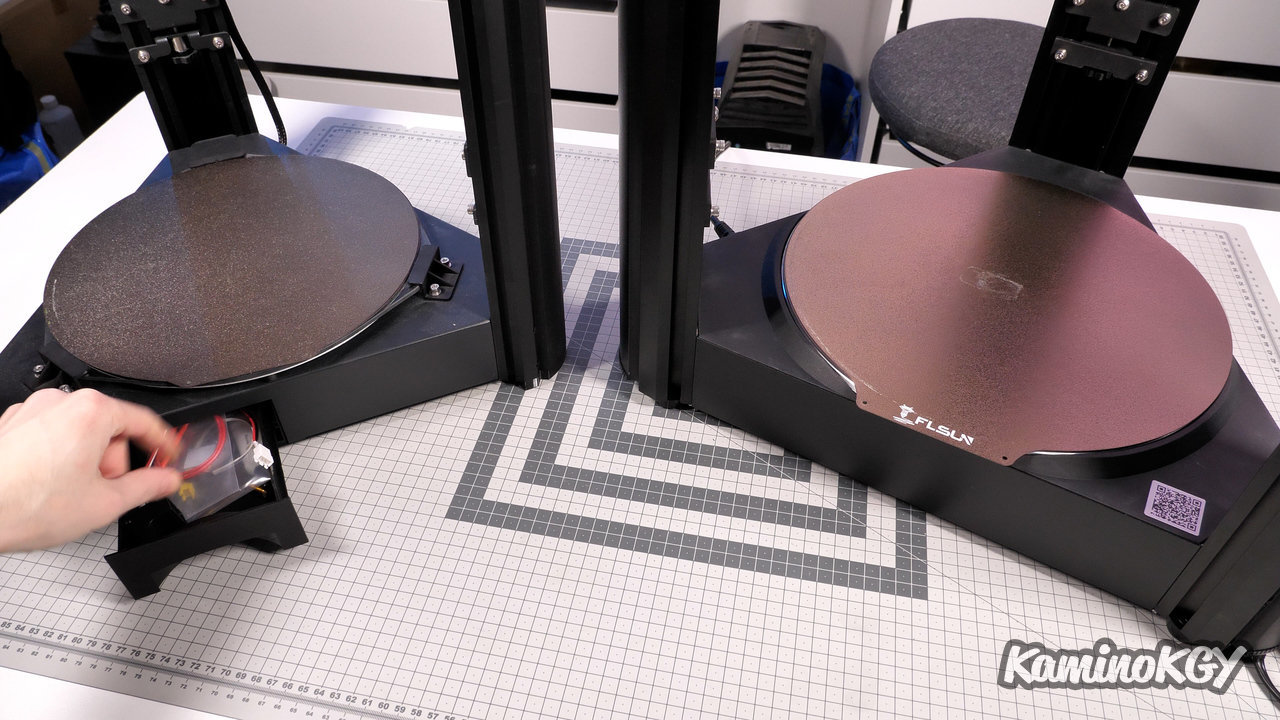
Et petit plus qui était pratique pour ranger le système de mise à niveau automatique du plateau sur la Super Racer, c’était le tiroir. Parce qu’il y a plus de tiroirs sur la V400, malgré qu’on ait une base plus grande.
Intérieur de l’imprimante
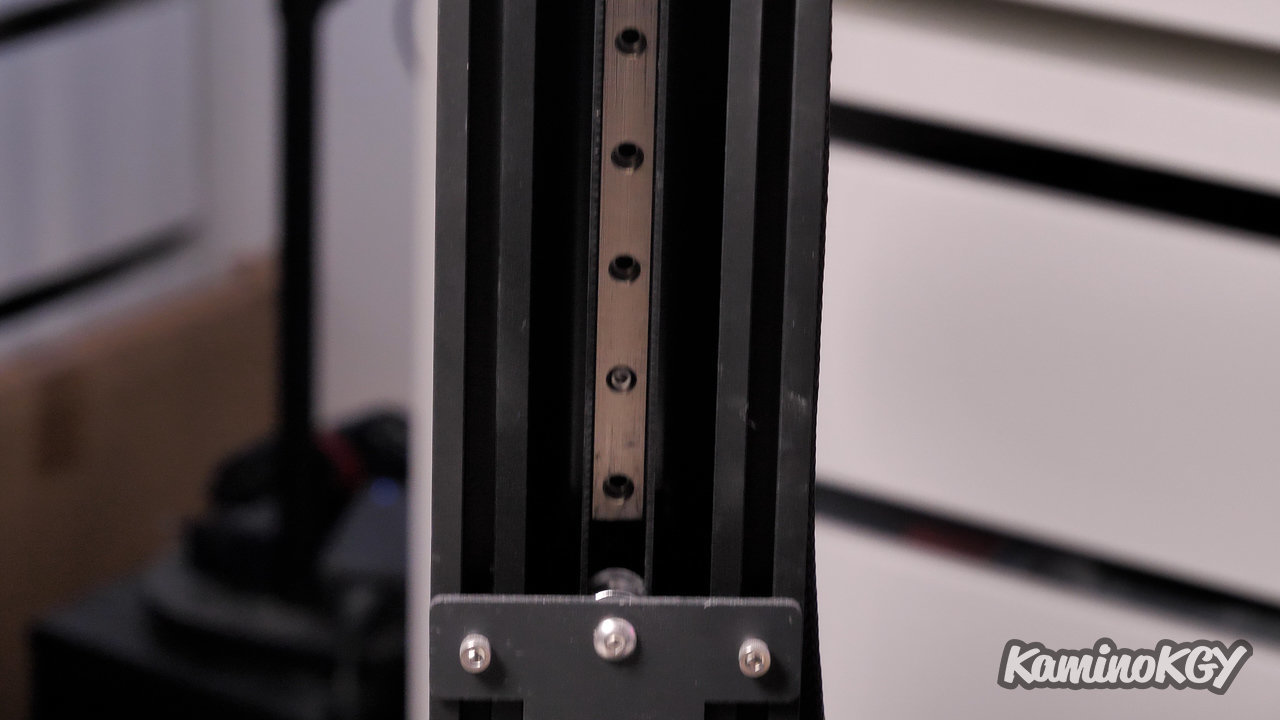

Si on se rapproche des entrailles de la machine, on peut déjà constater sur le système de translations sur les montants n’est plus sur rails linéaires classique comme c’était le cas sur la Super Racer. La V400 a, ce qu’ils appellent un double rail linéaires. On peut voir que c'est un chariot avec des roues sur roulements qui se trouve à l’intérieur de la structure. C’est différent des chariots qui sont à l’extérieur des rails classiques.
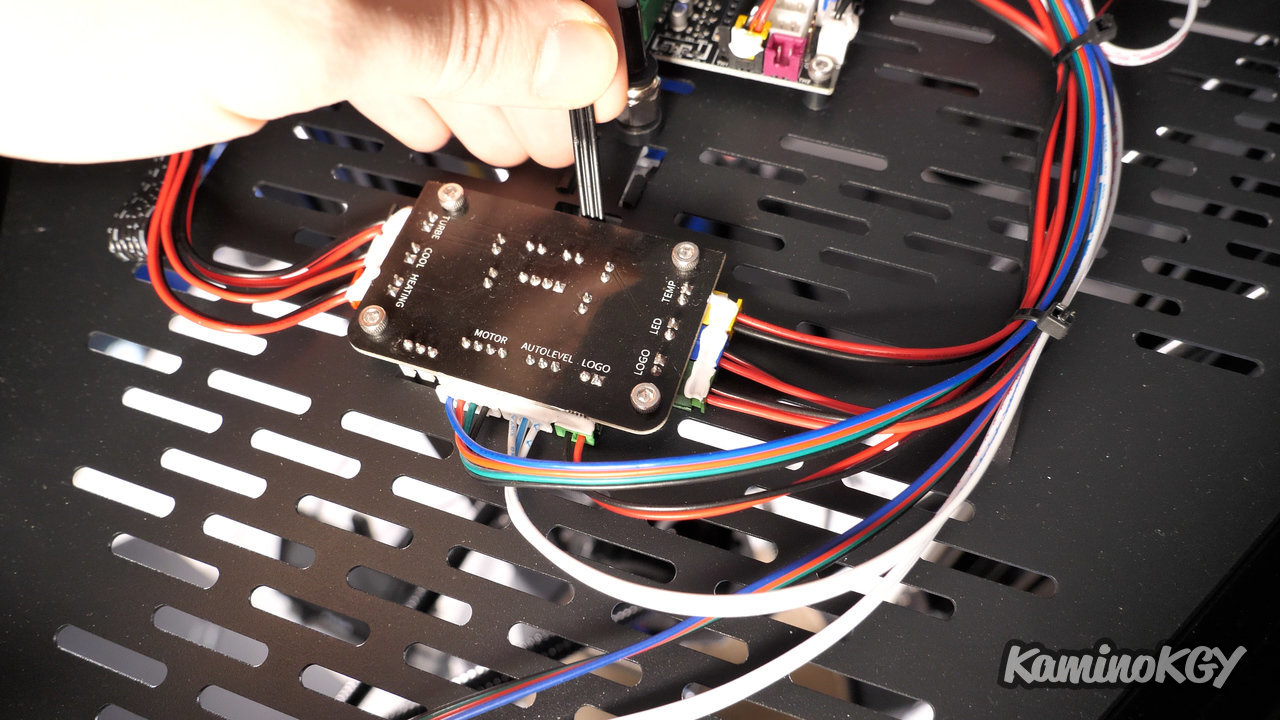
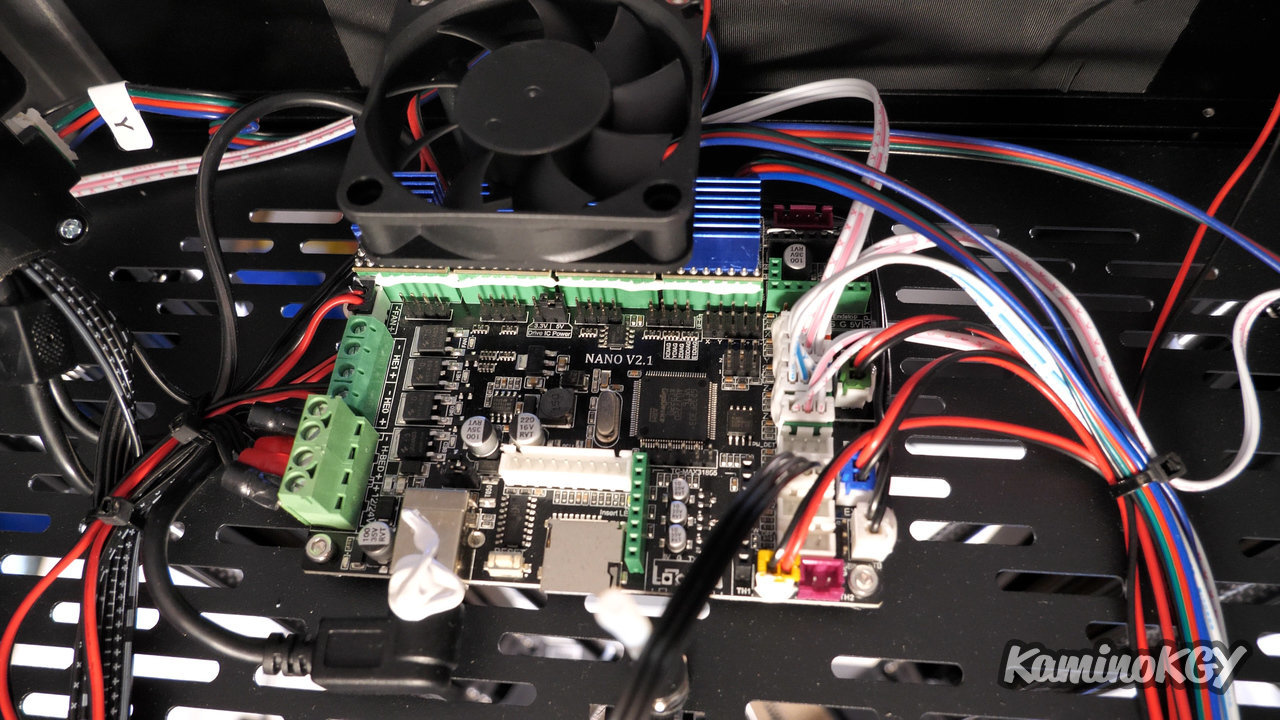
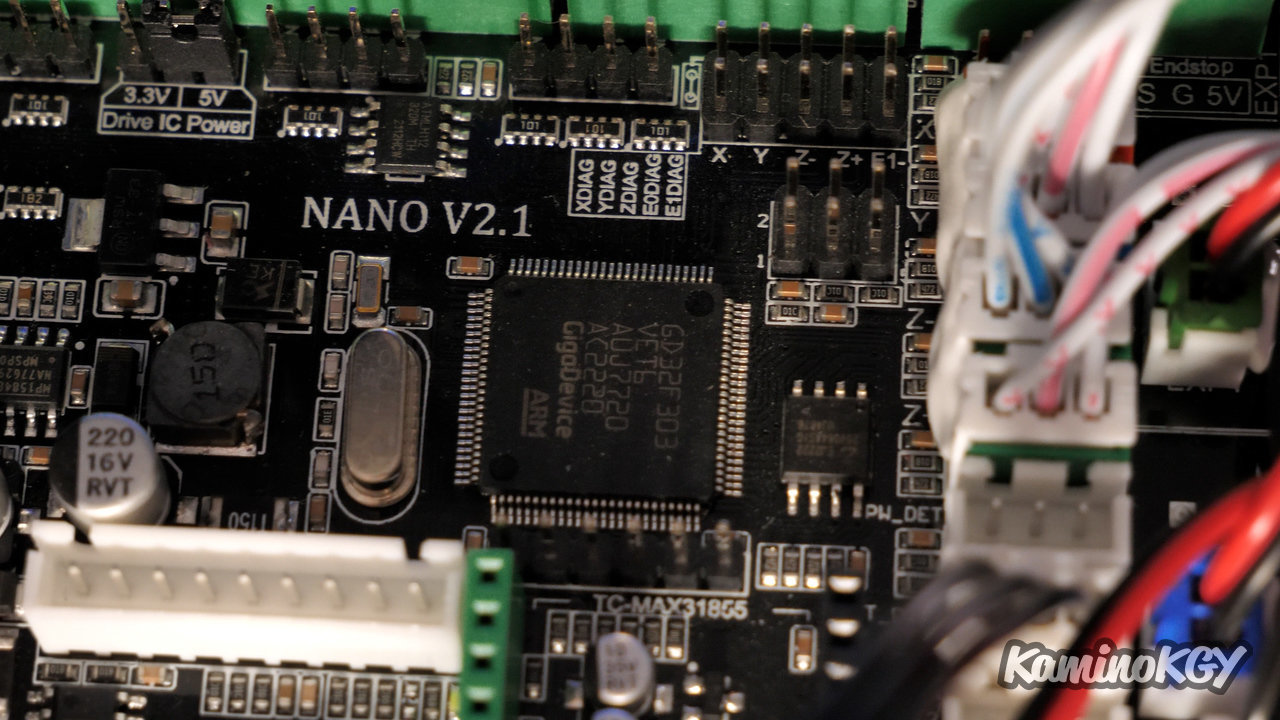
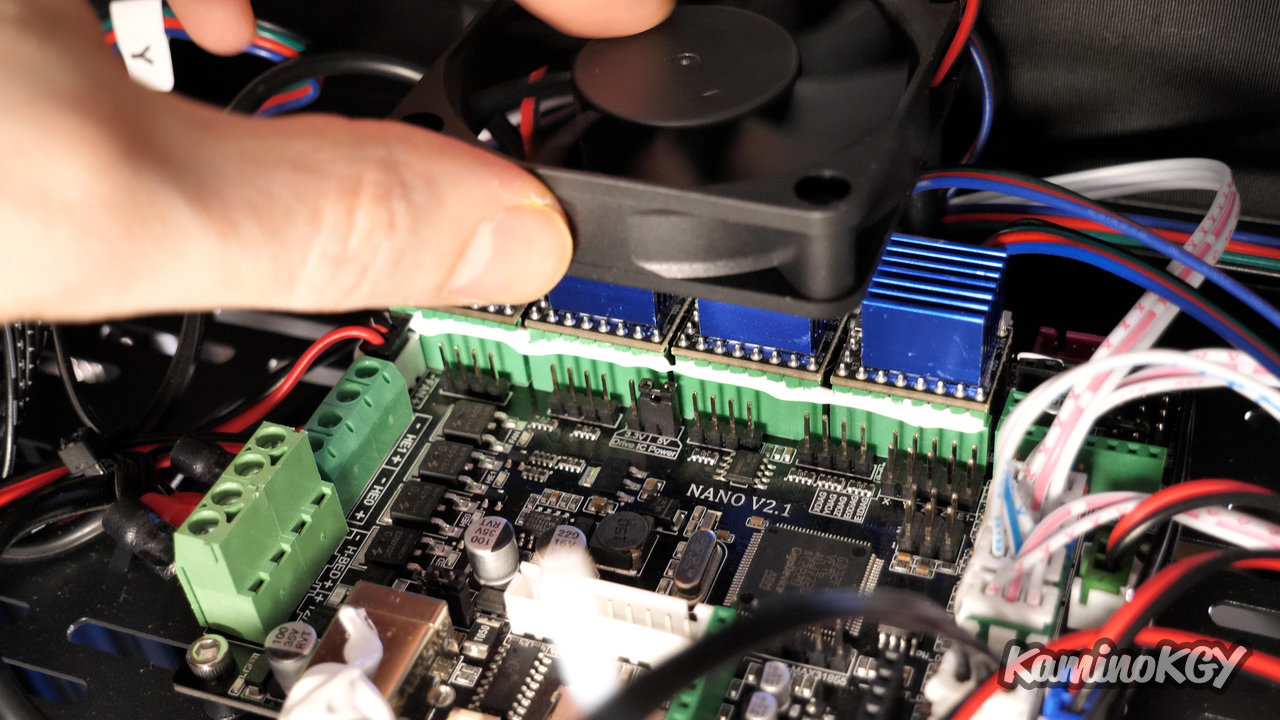
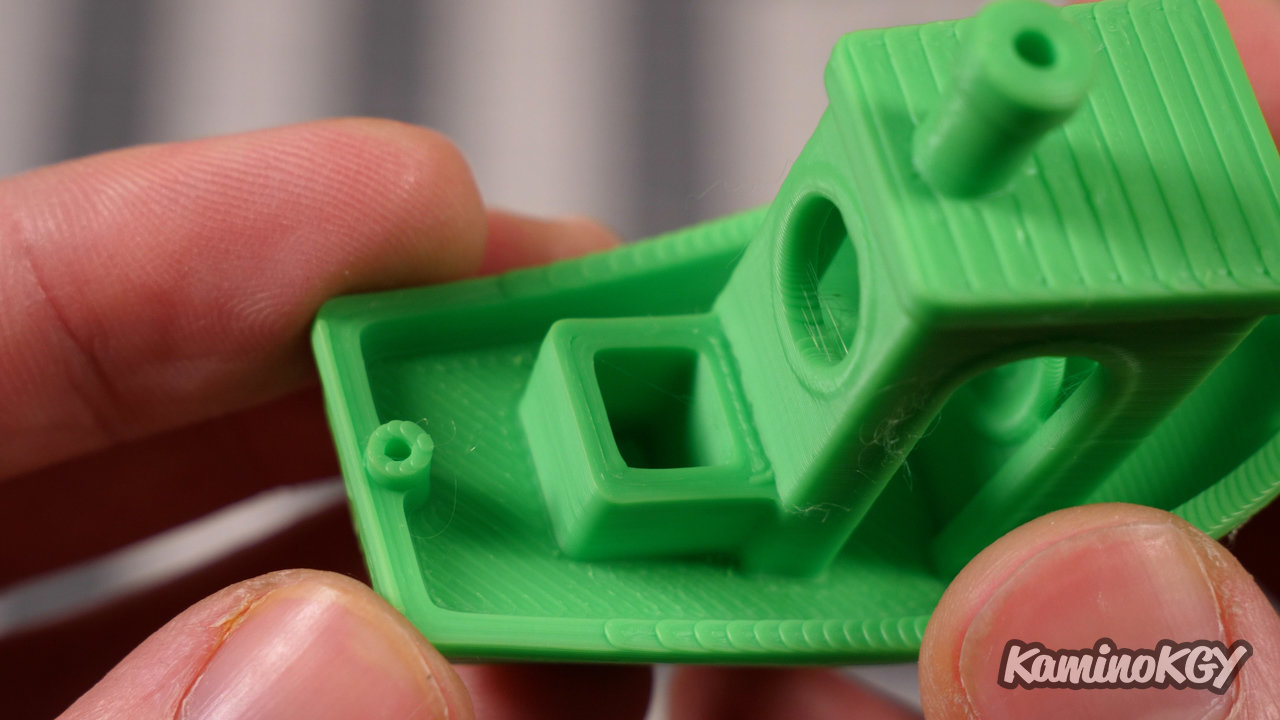
A l’intérieur de la plateforme supérieure, on trouve le hub qui relie le hotend avec l’ensemble des ports nécessaires. et derrière, on a la carte mère indiquée Nano 2.1 avec l’écran qui est relié sur le port USB. On voit qu’on a des gros radiateurs sur les drivers et surtout un gros ventilateur qui souffle directement dessus et ça vraiment bien pour avoir un bon refroidissement.
Montée en température du plateau
Concernant la montée en température du plateau, je trouve qu’elle est un peu longue. Il faut compter presque 5 minutes pour atteindre la température souhaitée (ou presque). Par contre, la répartition de la chaleur est plutôt homogène, plus froide sur les bords extérieurs, mais c’est rattrapé. Je suppose que l’épaisseur de la base avec la résistance, le film magnétique et plateau PEI est un peu épaisse et comme la sonde de température est en dessous, il arrête la chauffe un peu tôt. Mais c’est vrai pour presque toutes les imprimantes vous allez me dire.
A améliorer


Un petit point que je verrai à améliorer, c’est le gaine pvc pour faire passer les câbles du haut de la machine jusqu’au hotend. Je pense que je préférerai les espèces de gaines en nylon tressées ou une petite gaine en tissu. Ca permettrait d’avoir quelque chose d’un peu plus souple. Je ne sais pas s’il y a une raison pour laquelle ils ont préféré ça, mise à part peut-être parce que c’est plus facile d’ajouter ou enlever les fils sans tout sortir ou presque.
Ensuite, les impressions avec les paramètres de bases sont un peu sur extrudés, donc, il faudra régler soit au niveau de la machine, soit sur le slicer pour le corriger. Mais ça on va le voir tout de suite dans les impressions de test et d’ailleurs, il faudra noter que pour les impressions de test, j’ai utilisé le profil proposé directement par Flsun.
Impressions de test
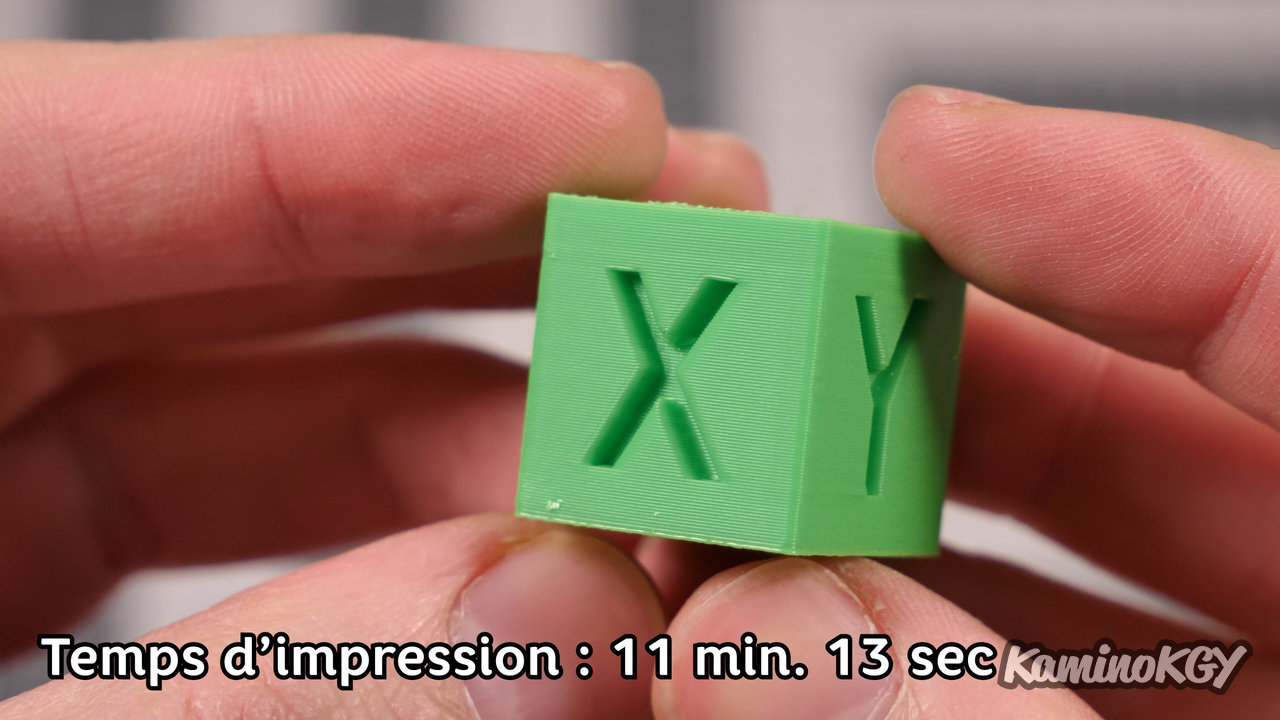
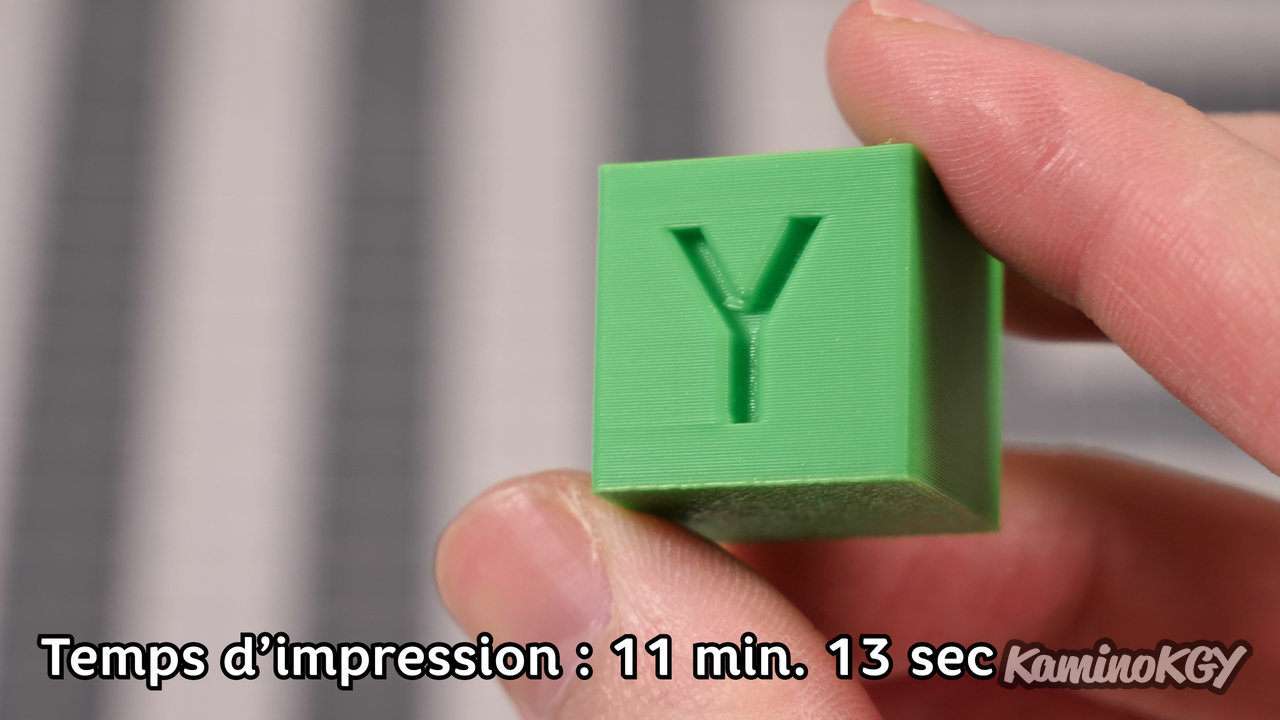


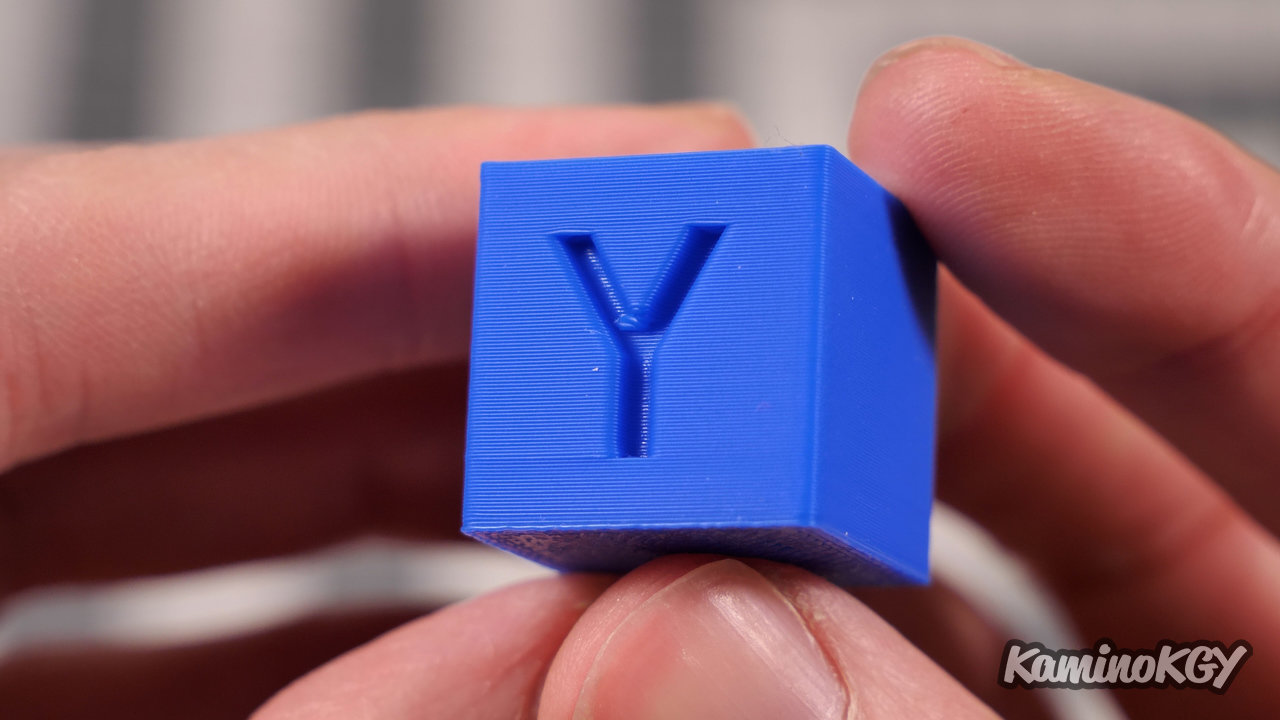
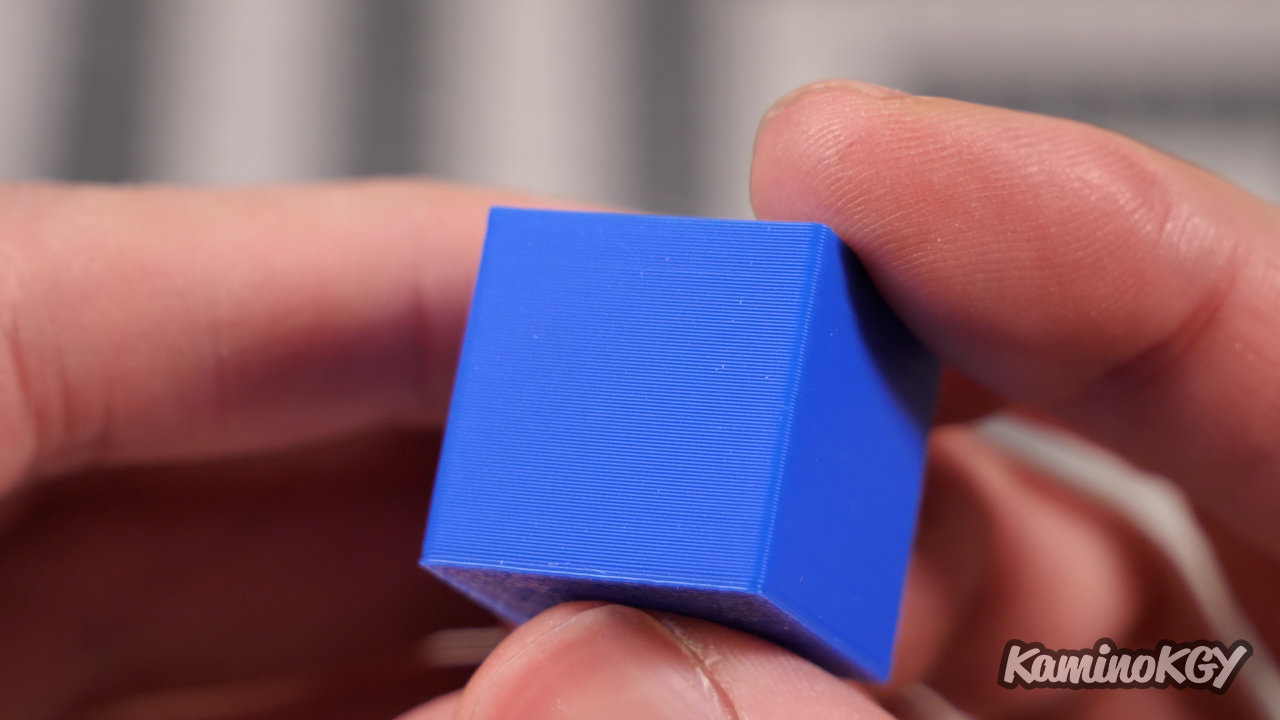
Sur ce premier cube de calibration imprimé avec le profil de base, en seulement 11 minutes, on peut voir que les surfaces sont extrêmement lisses, les lettres sont bien dessinées, l’intérieur est plutôt bien refroidit, même si on voit toujours le même petit bout de filament qui part vers la gauche. On le retrouvera sur les autres impressions. Les angles de l’impressions sont également droits, c’est souvent plus une sorte de bourrelets sur les autres imprimantes qui ne gèrent pas le flux de filament dans les angles. Après le dessus est un peu sur-extrudé. Et on ne voit pas de ghosting.
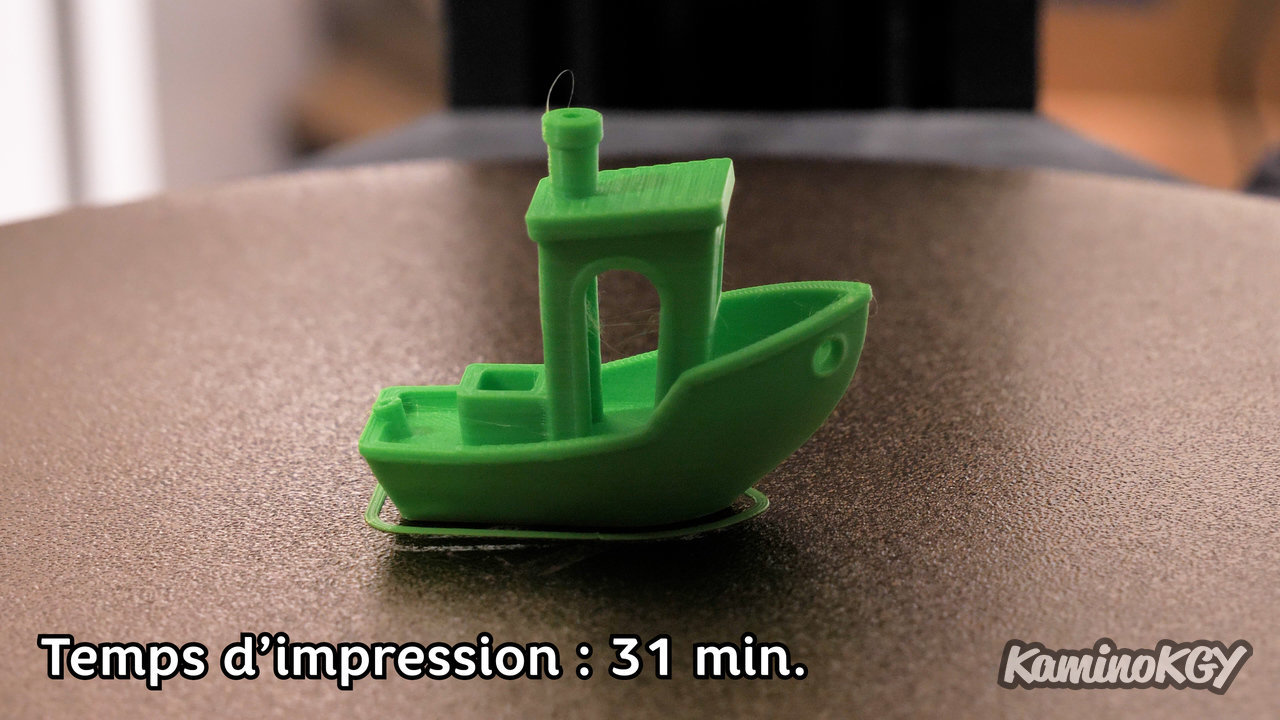
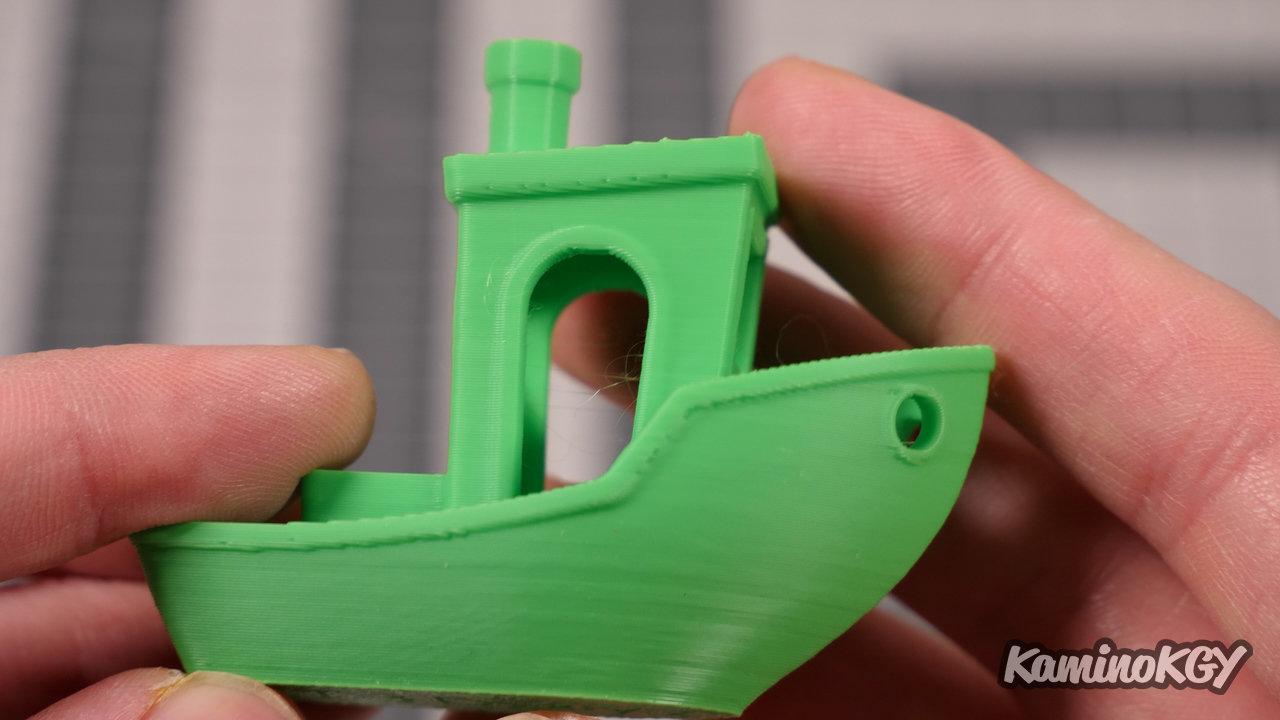
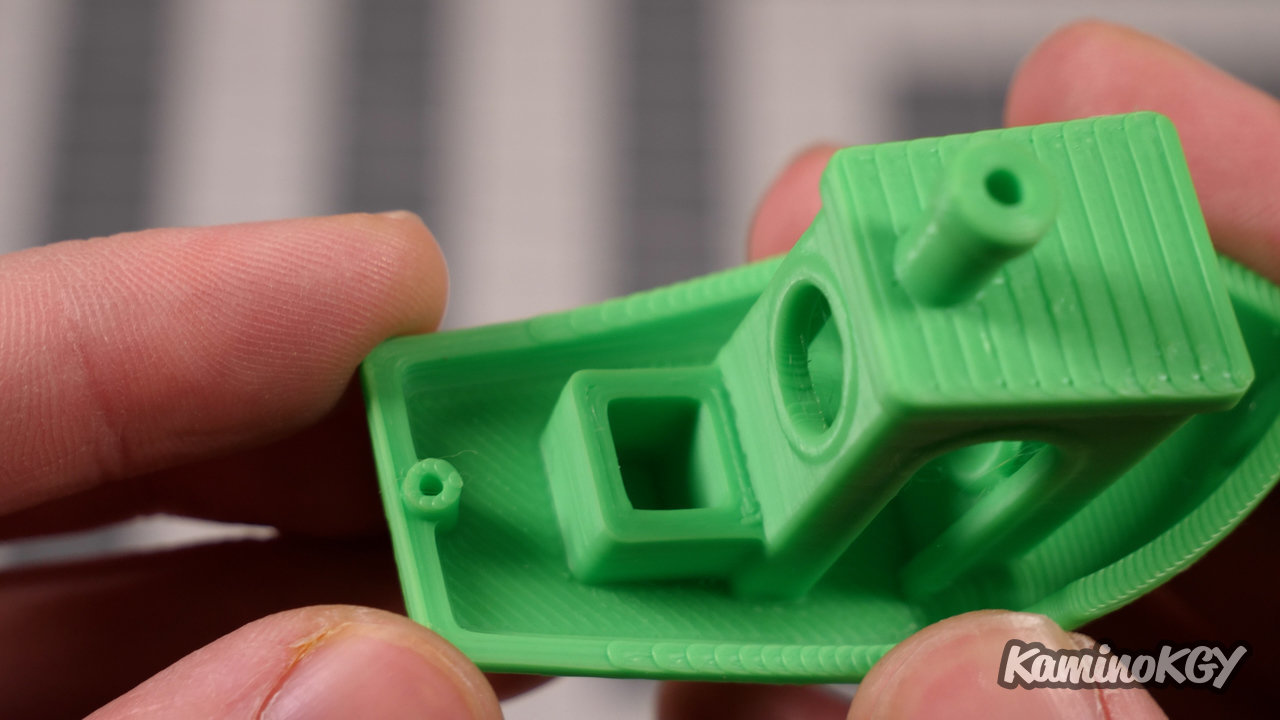
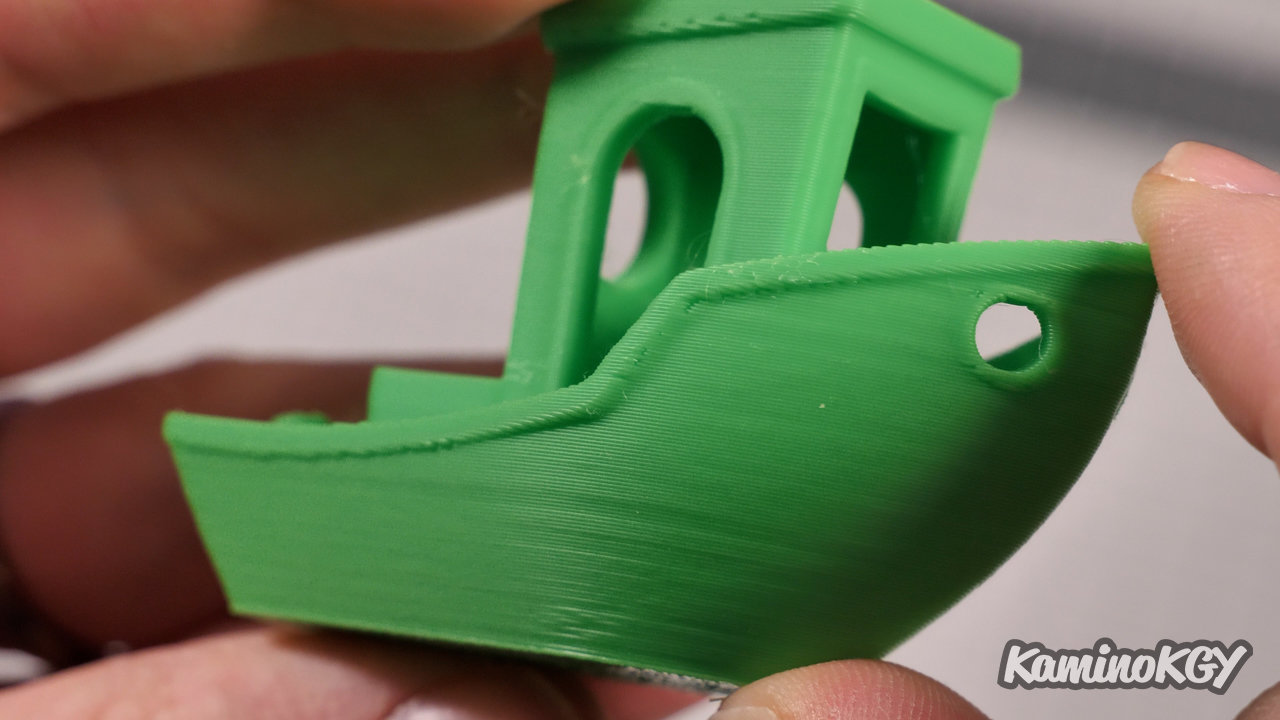
Sur ce Benchy, toujours imprimé avec le profil de base, en seulement 30 minutes, on voit que la coque est très bien formée sur l’avant. Le haut de la cabine est très bien refroidi, que ce soit sur le côté ou sur le devant. On voit un peu de stringing, le réglage de la rétraction devrait pouvoir en venir à bout, même si c’est assez lié au filament ici et la température qui est de 210°C de base. Le dessus est bien lisse, on voit assez peu la sur-extrusion, sauf peut-être sur le carré de l’arrière.
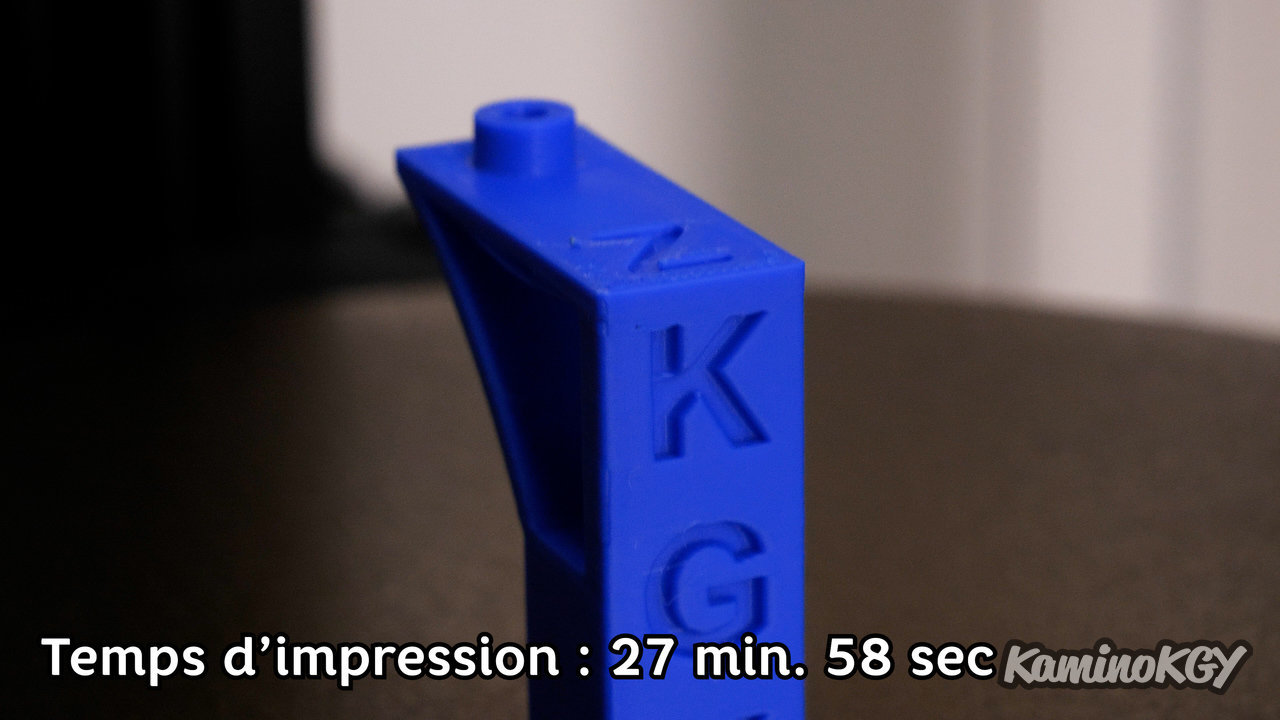
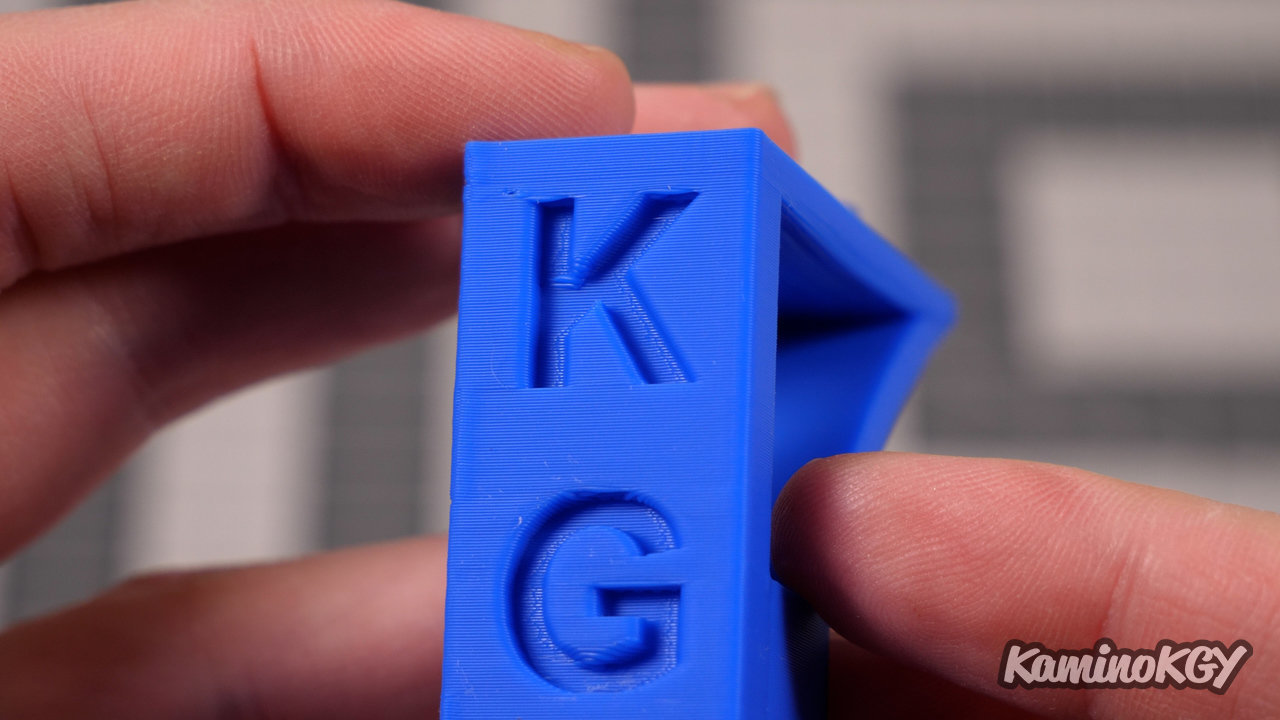
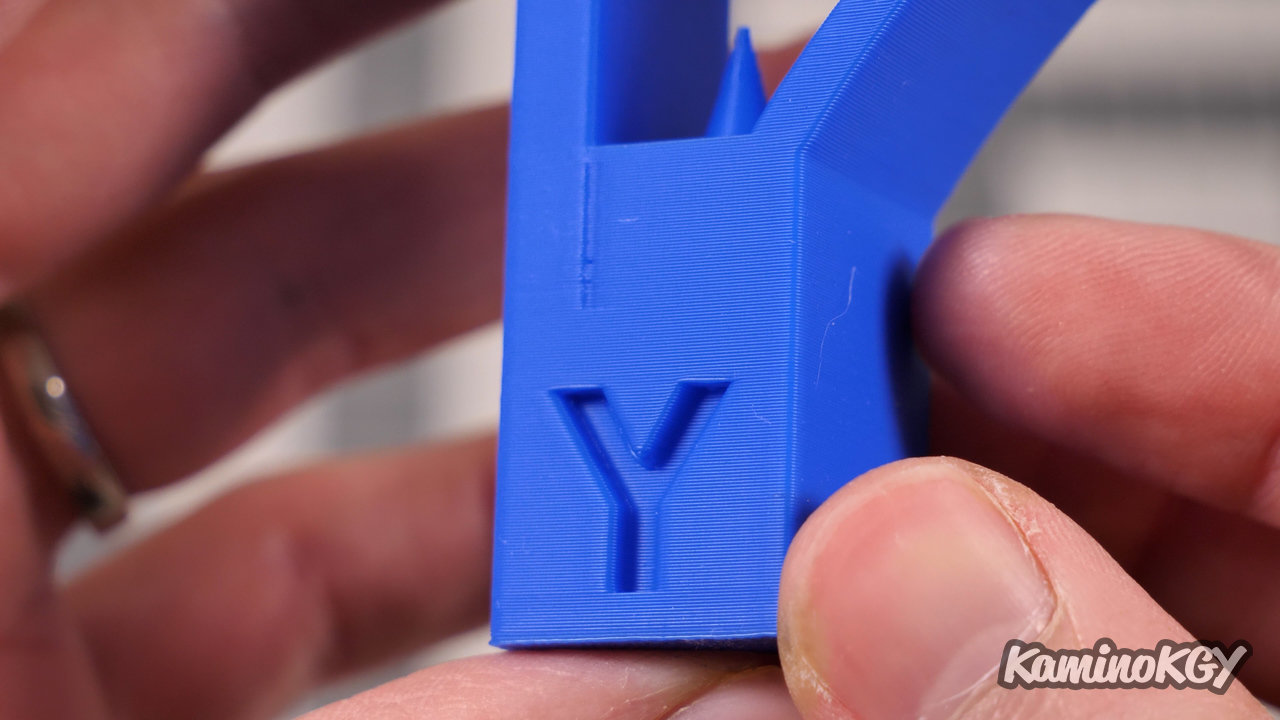
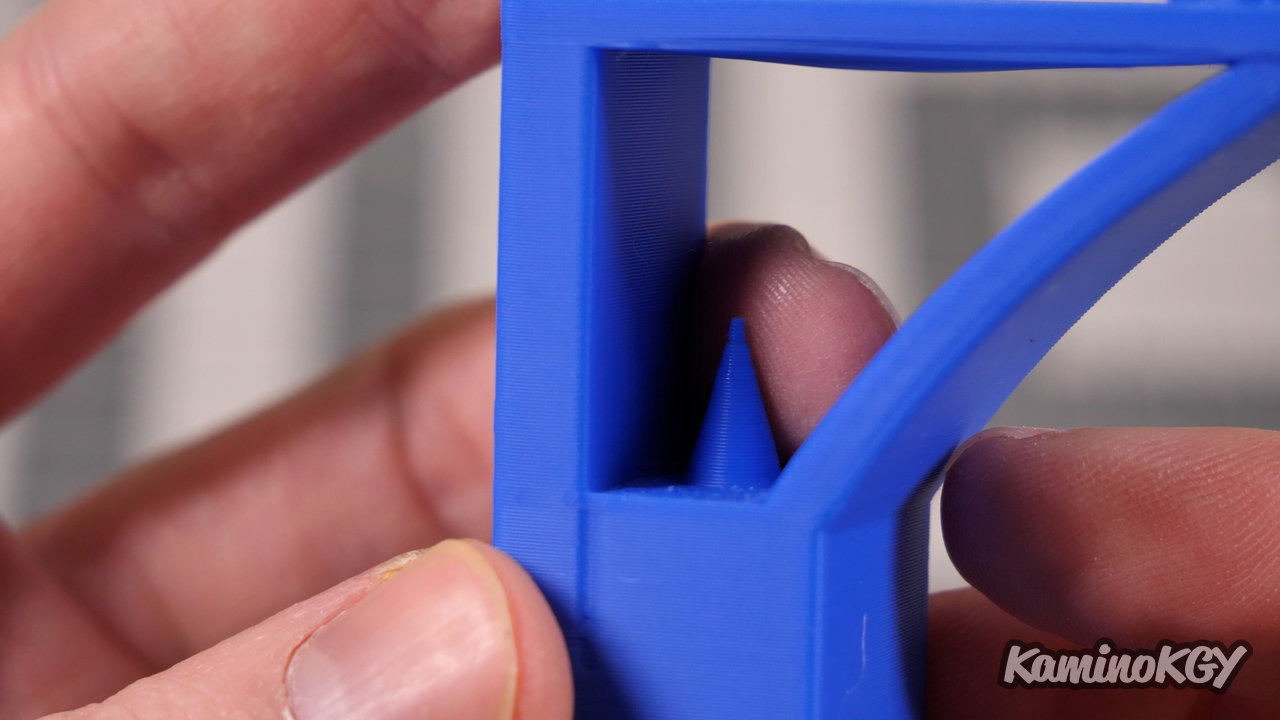
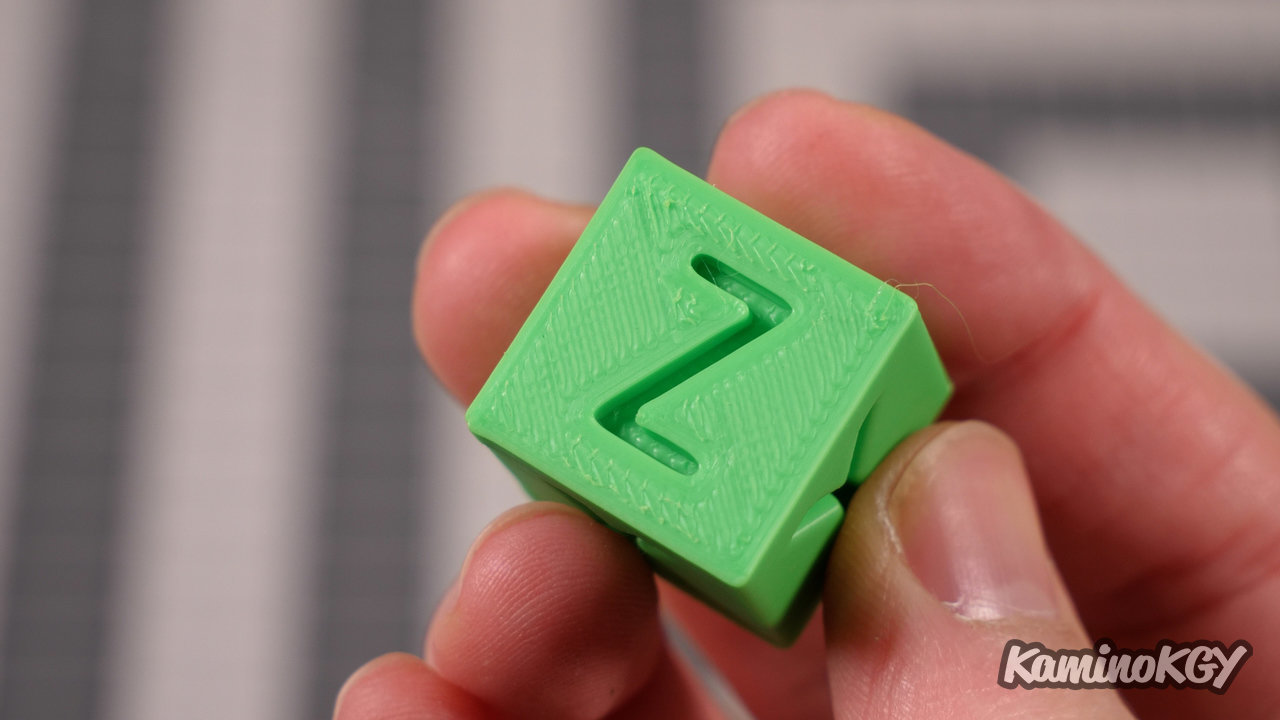
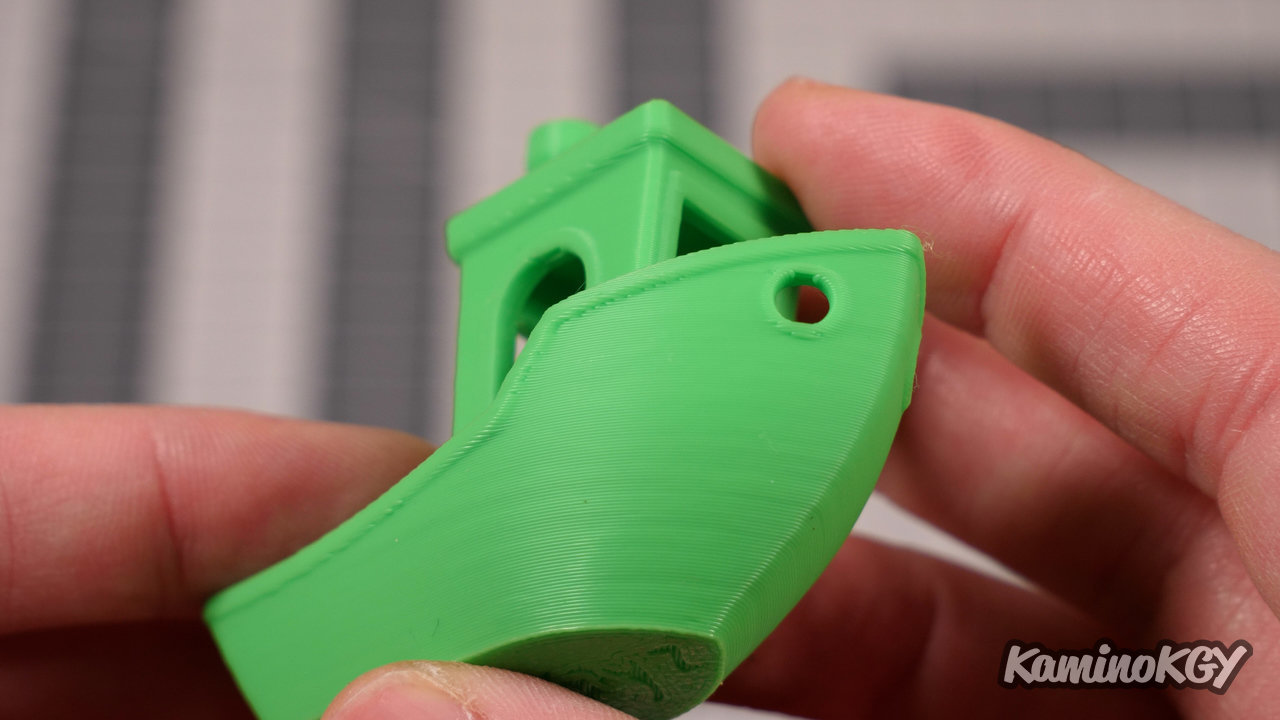
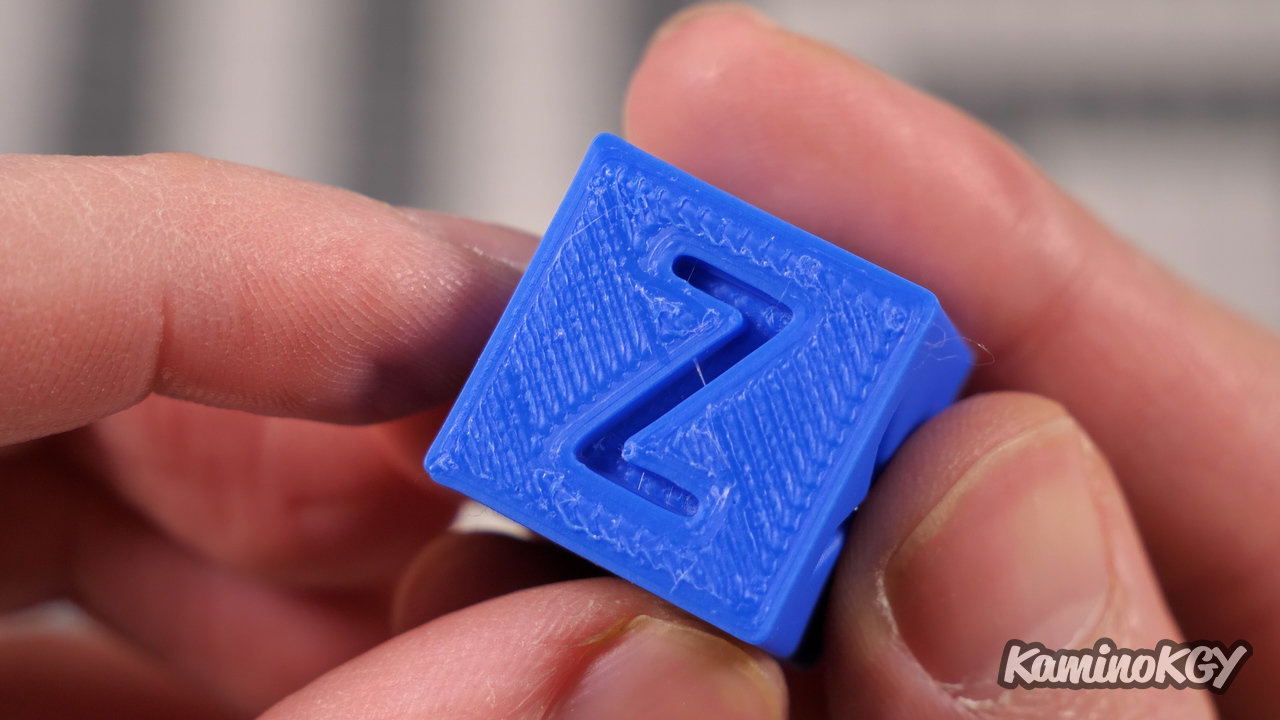
Sur mon test KGY, imprimé avec le profil de base, mais avec une température baissée de 210 à 200°C. Les lettres sont plutôt bien dessinées, on voit le Z-seam, le début de couche dans l’angle en haut à gauche, il manque un peu de refroidissement à l’intérieur des lettres avec ce petit bout de filament qui part vers la gauche. Je suis toujours bluffé par l’absence de ghosting sur les faces qui sont hyper lisses. Le petit cône à l’intérieur du modèle est bien dessiné, le bout est très propre. On n’a pas vraiment de stringing. Sur l’overhang, le refroidissement est bon, mais sur les angles les plus pentus, c’est un peu plus compliqué, à voir si on ne trouverait pas un paramètre pour réduire la vitesse d’impression sur ces angles-ci. Le pont est mieux refroidi d’un côté que de l’autre, mais franchement ça va encore. Sur le dessus, on peut voir de la sur-extrusion sur les petites diagonales, mais de la sous-extrusion sur les trajets les plus longs, ça devrait pouvoir se régler aussi.
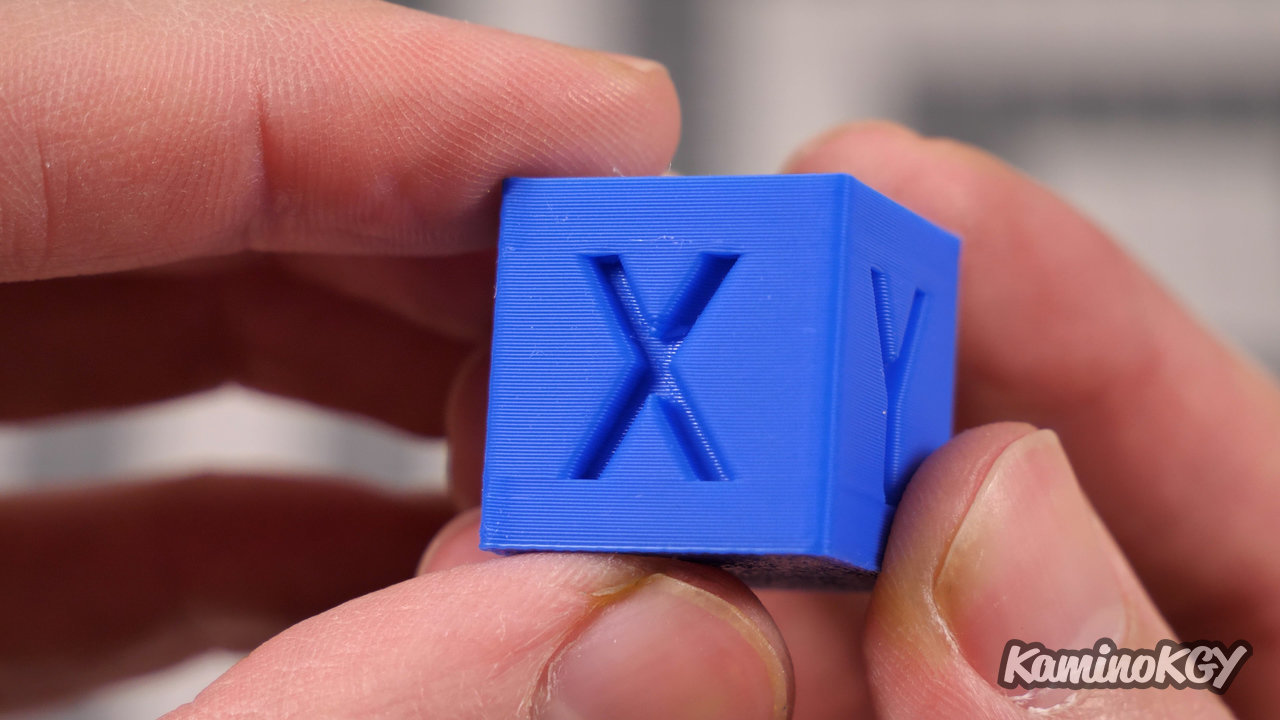
Sur cet autre cube de calibration imprimé à la même vitesse que le premier, mais avec la température est réduite de 210 à 200°C. On obtient globalement les mêmes résultats, des surfaces super lisses, et un dessus sur-extrudé.



Idem sur ce second Benchy imprimé à 200°C, on a un Benchy quasiment identique à celui qu’on a imprimé avant. Le stringing est le même, même si avec la baisse de température on aurait pu gagner un peu, donc ça pourrait plus venir de la rétraction augmenter, sachant que sur le profil, il y a du Z-hop qui n’aide pas forcément les choses non plus, mais c’est bien de le garder parce qu’avec les impressions haute vitesse, on aura probablement tendance à avoir plus de warping, par léger manque de refroidissement sur cette zones.
Bilan
Avec la vitesse, on peut voir que les impressions sont moins précises, mais compte tenu de la différence de temps passé pour l’impression c’est vraiment anecdotique. On a pas de réels défauts. Et si vous voulez monter en qualité d’impression, réduisez un peu la vitesse, vous irez toujours beaucoup plus vite que sur la majorité des autres imprimantes qu’on a testé jusqu’à présent.
A noter qu’on peut voir cette perte de détails au niveau des changements de direction et encore plus là, où il y a le début d’une couche. Comme on peut le voir sur le Benchy.
Et surtout on peut remarquer que le refroidissement fonctionne vraiment bien, parce qu’avec cette vitesse, nombre d’imprimante aurait des gros problèmes de warping. Donc, là, franchement chapeau, surtout que quand on voit les petits blowers utilisés et la plateforme qui passe sur le milieu, on aurait pas franchement dit que c’était gagné d’avance, même si on a 2 blowers face à face.
Personnellement, je suis vraiment bluffé par cette imprimante qui envoie du lourd, imprime vraiment très vite et bien, donc clairement c’est un gros plus pour moi.
La V400 vient avec un surcoût par rapport à d’autres imprimantes qui n’ont pas Klipper, mais vous gagnerez énormément de temps, surtout si vous l’utilisez pour faire du prototypage et que vous voulez pouvoir avoir le temps de faire plusieurs itérations dans la journée. Et que vous ne voulez pas vous embêter à configurer Klipper.
Et si on la met en perspective par rapport à une Super Racer où faudrait changer le plateau pour un PEI magnétique flexible, mettre un direct drive, acheter l’écran Flsun avec Klipper, on peut se dire que la différence de prix n’est plus que la différence de volume, ce qui n’est pas négligeable non plus. Mais ne vous inquiétez pas, on va quand même essayer de tester prochainement cet écran en upgrade sur la Super Racer pour voir ce que ça donne.
Salut salut !